

Hrapavi krajnji mlinovi imaju rezne ivice koje razbijaju čipove i uklanjaju materijal za manje vremena od konvencionalnih krajnjih mlinova Dizajn zuba finog koraka i geometrija alata su pogodni za mašinsku obradu materijala niske tvrdoće pod Rockwell tvrdoćom C45, uključujući legirani čelik, alatni čelik, ugljični čelik, prehardenirani čelik, nehrđajući čelik i legure na bazi nikla. Helix od 50 stepeni nudi povećanu akciju rezanja u poređenju sa krajnjim mlinovima sa nižim uglovima spirale. Dužina stuba povećava snagu alata, pa je manja vjerovatnoća da će se slomiti u obratku. Titanijum aluminijum nitrid (Ti
Al
N) premaz podmazuje krajnji mlin za stabilnost na visokim temperaturama i otpornost na habanje pri velikim brzinama rezanja, nudeći bolju otpornost na toplotu od kalaja i Ti
CN premaza. Yg-1 EH094 Ti
Al
N-presvučeni karbidni stub dužine hrapavog kvadratnog nosa mlin ima fini nagib, spiralu od 50 stepeni, višestruke flaute i dizajn za sečenje po sredini za mašinsku obradu visokih performansi na nizu materijala niske tvrdoće pod Rockwell tvrdoćom C45, uključujući legirani čelik, alatni čelik, ugljični čelik, prehardenirani čelik, nehrđajući čelik i legure na bazi nikla. Krajnji mlin ima rezne ivice koje razbijaju čipove koje stvaraju male čipove za teške rezove i uklanjaju materijal za manje vremena od konvencionalnih krajnjih mlinova, uz minimalne vibracije (brbljanje). Daje grubu završnu obradu koja se može izgladiti drugim završnim rezom. Ugao spirale od 50 stepeni nudi povećano dejstvo rezanja u poređenju sa krajnjim mlinovima sa nižim uglovima spirale, jer brzo pomera višak materijala uz spiralu i dalje od radnog komada. Dužina stub povećava snagu alat i čini manje šanse da se probije u materijalu koji se mašinski. Najbolje se koristi kada je dubina reza mala. Broj flauta varira u zavisnosti od prečnika kako bi se optimizovala brzina uvlačenja i smanjenja. Kvadratni kraj alata stvara oštre, neokružene rezove.

Za moderne alatne mašine opremljene vretenima sposobnim za 16000 o / min ili više Postići izuzetne stope uklanjanja metala za aerospace dubljenje i profiliranje aplikacije u aluminijumu

VI KUPUJETE SLIKOVITI KRAJ MILLPRODAO M&J TOOLING LLC.Dayton, OH specifikacije proizvoda i ili označavanje : prečnik mlina (inč)1 / 16 prečnik mlina (decimalni inč)0,0625 Broj Leprša4

IC : 0 visoke performanse okretanje : Optimizirano čelično okretanje karbidnog umetka za umetanje čipa za srednje do lake primjene okretanja Rezne ivice : dvostrana geometrija karbidnog u

Dizajn Grubog Tona Prizemne Flaute Odličan za obojene aplikacije Zemlja porijekla : Sjedinjene Američke Države Dizajn Grubog Tona Prizemne Flaute Odličan za obojene aplikacije Zemlja por

WIDIA 6596734 Highfeed Mill VXF Metrički krajnji mlin prečnika 32 mm, dubina reza 2,5 MM, Dužina 50 mm, mlin sa navojnom školjkom sa poklopcem autičnice 7 flauta VXF12 D100 Z7 mlin za �

KUPUJETE SLIKOVNICUPRODAJE M & J TOOLING LLCDAYTON, OHIOPRODUCT SPECIFIKACIJE I / ILI OZNAČAVANJE : STANJE : USEDSIZE / OZNAČAVANJE : ABS 50 KFK 116 PROIZVOĐAČ / MARKA : KOMETTHANK

Veličina 20 Materijal : Carbide Završetak : Bez Premaza (Svijetlo) Dužina flaute : 38,00 mm Ukupna dužina : 100,00 mm Veličina : 20,00 mm, Materijal : karbid, završna obrada : Neoblož

Eazypower nudi kompletan asortiman dodatne opreme za alate za stotine aplikacija Eazypower je lider u priboru za alate već 30 godina Proizvodi Eazypower zaštićeni su svjetskim patentima n

Tolerancija Prečnika Alata : + Širina Tolerancija : + Tolerancija Rupa U Sjenici : + 3 " Prečnik Alata 0,0625 " Širina Lica Napravljen od čelika velike brzine 3 "prečnik, 1 / 16" Širi

Dužina stuba za krutost Karbid može raditi većim brzinama od brzog ili kobaltnog čelika, otporan na habanje i visoke temperature rezanja Kvadratni nos kraj mlin...

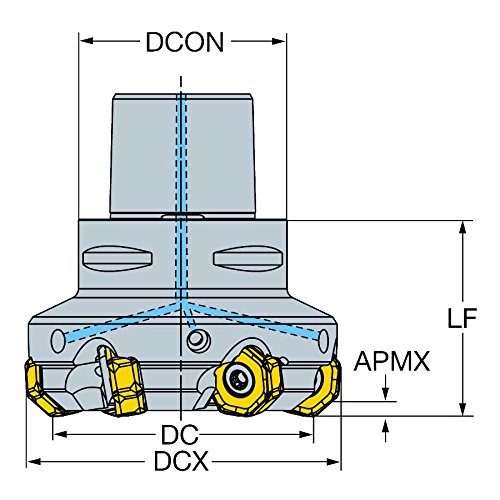
Dimenzije proizvoda : Φ3*D3 * 50 L4 F (mm) Prečnik rezanja : 3mm drška.Ukupna dužina : 50 mm Broj flauta : 4 Vrsta materijala : čvrsti karbid Materijal premaza : ALTIN Maksimalna tvrdo�

Sa visokom otpornošću na savijanje i otpornost na habanje, posebno se koristi za visoku tvrdoću, aplikacije za brzo sečenje Visoka snaga prianjanja, jaka otpornost na udarce, očigledna

Umetak opće namjene za većinu materijala Ne preporučuje se za čelične alate i legure visoke temperature Visoka žilavost za labave ili ručne mašine Globalni lider u reznim alatima, YG

Testere Za Sečenje Sa Bočnim Klirensom ČipaBrzi Čelik Prečnik : 8Širina Lica : 3 / 8 Veličina Rupe : 1 1 / 2 Za šire rezove preporučuje se upotreba raspoređene zubne testere...

Finišer opće namjene 2 FLAUTA, prečnik rezanja 7 / 8", dužina reza 1,5" Velike brzine čelika svijetle Proizvedeno u SADu Kraj mlin,jedan kraj,HSS, 7 / 8" C41637 Kraj mlin,jedan kraj,HSS

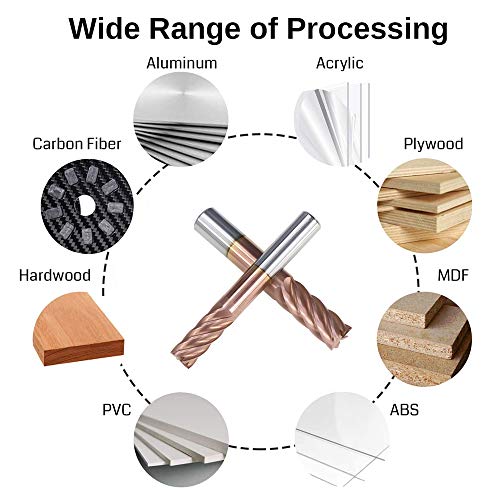
【Široke primjene】široko se koristi za graviranje, bušenje, mlin, sečenje i rezbarenje na tvrdo drvo, šperploču, akril, plastična vlakna, smolu, PCB i druge materijale 【1 / 8" dr

【Indeksibilni umetci】 pozitivni 60 stepeni TCMT TCGT karbidni umetak 【Primjena】 držači alata su crno oksidirani, odlični za sečenje opšte namene 【Materijal】 Brzi Čelik..

NeCentralno sečenje Prilagođena spirala od 43 stepena poboljšava površinsku obradu Manje prolaza u strani glodanja sa 4 x D dužinaofcut sposobnost...

KUPUJETE MLIN SA SLIKAMAPRODAJE M & J TOOLING LLCDAYTON, OHIOPRODUCT SPECIFIKACIJE I / ILI OZNAČAVANJE : STANJE : NOVOOVO JE NOVO, OVO DOLAZI SA CASESIZE / OZNAČAVANJE : NOVI WELDON 1

Prednosti ove porodice proizvoda : novi koncepti geometrije specifični za materijale na bazi titanijuma i nikla Nove ocjene za materijale na bazi titanijuma i nikla Optimizirana dimenzija j

Prstenasti Rezači Kobalt2" Dubina Cobalt2 " Dubina Inčni Veličina : 1 1 / 4 Rezači su zamjenjivi s drugim standardnim sistemima za rezanje rupa Napravljeno u SAD Uklonite bušenje u vi

Dizajniran za mašinu visoko kaljenih materijala Pogodno za suvo sečenje, brzo sečenje zahvaljujući novorazvijenoj sirovini i Novom premazu Odličan posao komad finiš Duboko dubljenje je

Naziv proizvoda : kraj mlin; materijal : HSS Prečnik rezanja : 3mm / 0.12";dubina rezanja : 12mm / 0 prečnik rupe za bušenje : 6mm / 0.236";Ukupna dužina : 52mm / 2...

3 Dizajn flaute za glatkije / tiše operacije glodanja visoke performanse idealne za periferno glodanje aluminijuma i obojenih materijala napravljenih od karbida izuzetno finog kvaliteta za

Čvrsti karbidni Alati nude dug vijek trajanja alata i veće brzine rezanja od ostalih podloga, ali su lomljiviji i moraju se koristiti sa čvrstim sistemima za držanje alata Neobloženi al

Prednosti ove porodice proizvoda : sigurna mašinska obrada osigurana odličnom evakuacijom čipa i dugim i predvidljivim vijekom trajanja alata za umetanje i tijelo rezača Visokokvalitetni

Dizajniran za rezanje ili granične operacije Samo sečenje predoziranja, ne bočni zubi Potpuno prizemne površine Zemlja porijekla : Sjedinjene Američke Države Keo glodalice su priznati

Dizajniran za mašinu od nerđajućeg čelika, lnconola i drugih legura 5 flauta i srednja spirala od 45 stepeni omogućavaju harmoničnu ravnotežu i glatko sečenje...

Imajte dovoljnu snagu protiv savijanja, otpornost na habanje, visoku tvrdoću, visoku otpornost na habanje i visoku čvrstoću Mnogi predmeti ili materijali se mogu gravirati kao što su plo

Kupujete na slici 2 INSERTSSOLD by M & J TOOLING LLCDAYTON, OHIOPRODUCT specifikacije : stanje : NEWMATERIALCARBIDE COATINGTi NSIZE / označavanje : WNMG 432QM / WNMG 08 04 08QM GRADE 10
Prednosti ove porodice proizvoda : patentirani sistem pozicioniranja umetaka pruža istu akciju i performanse rezanja svetlosti kao pozitivan jednostrani glodalica sa 14 reznih Ivica Dvostra
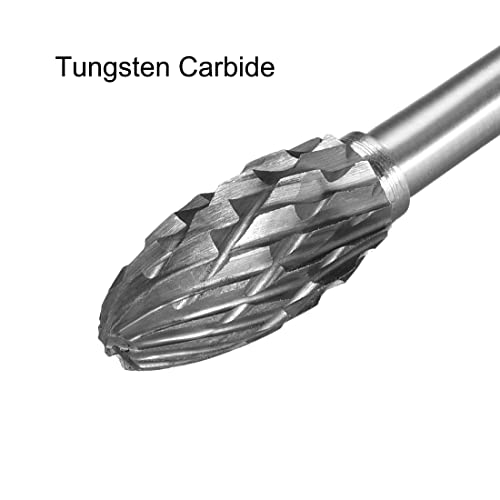
Specifikacije : prečnik drške : 3 mm(1 / 8"), prečnik rezne ivice : 6 mm odgovara većini rotacionih brusilica Dug radni vek : napravljen od toplotno tretiranog volfram karbida ta tvrdoć
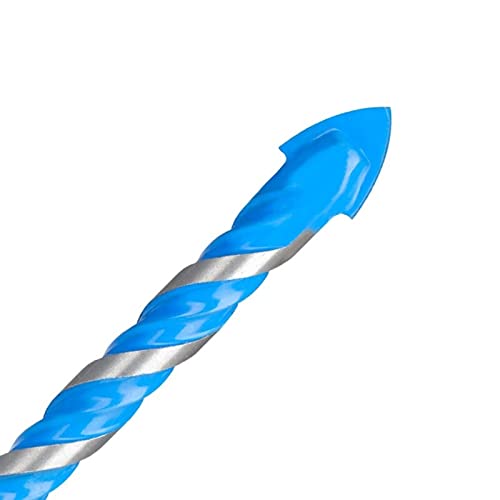
Kombinovana Bušilica Karakteristike : .Dizajn trokutaste osovine čini stezanje čvršćim i ne klizi.Spiralni žljeb u obliku slova U je gladak i ravan, a bušenje je glatkije.Jaka žilavo
Specifikacija : 6 flauta; prečnik drške, 6 mm; prečnik rezanja, 10 mm; dužina rezanja, 25 mm; Ukupna dužina, 75 mm široka primena CNC završni mlin : može se koristiti na mnogim polji

Pogodno za obradu donjih proreza radijusa, fileta i posebnih kontura na nizu materijala Dve flaute nude bolji kapacitet za nošenje čipa od krajnjih mlinova sa više flauta, poboljšavajuć